




دستگاه فومتر، سیستم تایید صلاحیت کیفیت فوم پلی یورتان
دستگاه Foam meter ، سیستم تایید صلاحیت کیفیت فوم پلی یورتان
(اندازه گیری پارامترهای کیفی در طول فرایند تشکیل فوم)
درباره دستگاه Foam meter:
مشتریان کلیدی صنعت پلییورتان مانند تولیدکنندگان قطعات خودرو (صندلی ، داشبورد و …)، سازندگان مبلمان، تولیدکنندگان یخچال و عایقهای ساختمانی هر روزه در حال افزایش هستند و این در حالی است که شرکتهای خودروسازی، قطعهسازان خودرو را ملزم به رعایت الزامات کیفی سختگیرانه ای میکنند؛ لذا تولیدکنندگان فوم بایستی اطلاعات دقیقی در مورد پارامترهای تشکیل فوم به مشتریان خود ارائه دهند.
در عین حال، تولیدکنندگان میخواهند کنترل دقیقتری بر فرآیند ساخت فوم به دست آورند، بهویژه از نظر اطمینان از تداوم کیفیتِ محصول.
این خواستههای مختلف منجر به توسعه دستگاههای اندازهگیری برای ثبت ویژگیهای کلیدی مانند میزان رشد فوم (ارتفاع افزایش فوم)، تغییرات دما، فشار و قطبش دیالکتریک در حین فرایند تشکیل فوم شده است. اطلاعات دیگر مانند ویسکوزیته، زمان ژل شدن و رفتار پخت نیز از جمله دادههای اثرگذارخواص فوم میباشد.
دستگاه Foam meter یک دستگاه اندازه گیری است که امکان اندازهگیری و ثبت ویژگی های کلیدی فرایند تشکیل فوم مانند ارتفاع فوم، دمای واکنش، میزان افزایش فشار و قطبش دی الکتریک ایجاد کرده است. سایر اطلاعات مانند ویسکوزیته، زمان ژل شدن و پخت نیز می تواند از داده ها به دست آید که این ابزار را به روشی ارزشمند برای تعیین خواص فوم تولید شده و این اندازهگیریها را به بخشی ارزشمند از مستنداتِ فرآیند تبدیل میکند.
مقدمه:
کیفیت فوم های پلی یورتان به اتفاقاتی که در طول شکل گیری آن می افتد بستگی دارد. بنابراین منطقی است که پارامترهای تشکیل را با ابزارهای مناسب ثبت کنیم و آنها را به طور منظم بر روی نمونه ها بررسی کنیم. مزیت دیگر چنین اندازه گیری هایی این است که می توان از ثبات کیفیت مواد شیمیایی اولیه، قبل از استفاده از آنها در فرمولاسیون نهایی اطمینان حاصل کرد.
چنین نظارتی همچنین زمانی که سیستمهای فوم جدید با ویژگیهای خاص در حال توسعه هستند بسیار ارزشمند است: اندازهگیری پارامترهای تشکیل، بینشی در مورد چگونگی انجام واکنش و نحوه فرایند تشکیل فوم تأثیر مواد افزودنی، عوامل دمنده و تثبیتکنندهها و همچنین تغییرات در پایه به دست میدهد.
برای دستیابی به همه این اهداف، می توان از دستگاه اندازه گیری فوم (Foam meter) برای نشان دادن اینکه آیا فوم از نظر دقت اندازه گیری و تکرارپذیری الزامات سختگیرانه را برآورده می کند استفاده کرد.
پروفایل رشد فوم (Foam Fingerprint):
روش سنتی برای تعیین مشخصات فوم ها، اندازه گیری ارتفاع یک نمونه فوم در حال رشد در یک لیوان یا یک ظرف استوانه ای است که در این آزمون زمان شروع و زمان پایان رشد از پروفایل رشد مشخص می شود. اگرچه این اصطلاحات استاندارد نشده اند، بطورکلی زمان شروع، زمان آغاز واکنش بین جزA (پلی ال + مواد افزودنی) و جزB (ایزوسیانات) پس از اختلاط می باشد و زمان پایان رشد فوم، زمانی است که فوم به حداکثر انبساط خود رسیده باشد.
حسگرهای اولتراسونیک برای اندازهگیری ارتفاع سطح فوم در حال رشد، برای جایگزین شدن با روشهای دستی و کاهش عدم قطعیتهای آنها بسیار مفید هستند (شکل 1).

مشخصات یک فرمول جدید را می توان با مقایسه منحنی پروفایل رشد آن (Foam Fingerprint) با منحنی مرجع مقایسه و کیفیت فرمولاسیون جدید را تعیین کرد.
دمای واکنش (Reaction Temperature):
واکنش پلیمریزاسیون گرمازا باعث افزایش دمای داخل نمونه فوم می شود. با این حال، توزیع دما در نمونه یکنواخت نیست زیرا تحت تأثیر اتلاف گرما در سطح فوقانی آزاد فوم، هدایت گرما از طریق دیواره ظرف، خواص عایق بودن فوم و انبساط آدیاباتیک خود فوم است. بنابراین، نقطه ای که در آن تغییر دما در فوم در حال افزایش اندازه گیری می شود، می تواند بسیار مهم باشد.
به طور تجربی حداکثر دمای هسته فوم با قرار دادن ترموکوپل در یک سوم پایینی ارتفاع کل فوم به بهترین وجه اندازهگیری میشود. با ادامه واکنش، ژل شدن اجزای فوم شروع می شود و فشار درون فوم ایجاد می شود. از آنجایی که در حین اندازه گیری فشار، فوم آزاد است که به سمت بالا منبسط شود، سنسور اولتراسونیک می تواند افزایش حجم را به طور همزمان اندازه گیری کند.
تغییرات فشار (Rise Pressure):
در فرآیند ژل شدن، ماتریکسی از سلولهای پایدار تشکیل میشود که از انبساط بیشتر جلوگیری میکند و همچنین مانع از خروج عوامل دمنده میشود. این دو فرآیند باعث ایجاد تنش (فشار) در فوم می شوند که در عمل می تواند مضر باشد.
برای مثال، هنگام تولید یخچال، ورق های فلزی می توانند در زوایای عمود بر جهت رشد فوم تحت فشار قرار گیرند. در بسیاری از موارد، نیروی فشاری زیادی ایجاد میشود، به طوری که تجهیزات تولید باید تا زمان تکمیل فرایند پخت در قالب بماند. در موارد شدید، این نیروها حتی ممکن است بخشی را از بین ببرند، بنابراین نظارت بر این پارامتر به یک نیاز مهم در تولید فوم های سخت تبدیل شده است.
در دستگاه فومتر، با توجه به اینکه تنشهای موضعی ناشی از ژل شدن به شدت به میزان افزایش ارتفاع فوم بستگی دارد، تغییر نیروها با افزایش فشار اندازهگیری میشود. در حالی که پروفایل رشد اساساً دینامیک (حرکتشناسی) تشکیل عامل دمنده را ثبت می کند، فشار افزایشی منعکس کننده خواص سلول های فوم است که تحت تأثیر واکنش پلیمریزاسیون قرار می گیرند. افزایش فشار با استفاده از یک قالب فلزی، اندازهگیری میشود که میتوان اجزای فوم را درون آن ریخت (شکل2). همانطور که فوم منبسط می شود، کف قالب را تحت فشار قرار می دهد و نیرو (فشار) توسط گیج اندازه گیری می شود.

منحنی فشار همچنین اطلاعات ارزشمندی را برای اهداف تولید واقعی به دست می دهد: زمان شروع افت فشار را نشان می دهد، بنابراین نشان می دهد که چه زمانی باز کردن قالب بی خطر است. این به صنعتگران کمک می کند تا با دانستن زمان بهینه باز کردن قالب از مشکلات پس از انبساط (Post-expansion) جلوگیری کنند. همچنین به تولیدکنندگان اجازه میدهد تا با بهینه کردن زمان ماند قطعه در قالب از طولانی شدن زمان باز کردن قالب جلوگیری، و راندمان تولید را بهینه کنند.
قطبش دیاکتریک (dielectric polarization):
پلاریزاسیون دی الکتریک یک پارامتر اندازه گیری است که بینشی در مورد فرآیندهای الکتروشیمیایی رخ داده در طول تشکیل فوم را، می دهد. پلاریزاسیون دی الکتریک اساساً توسط مولکول های زنجیره مانند با گشتاور دوقطبی بزرگ به دلیل انتهای قطبی آنها (گروه های OH، NCO برای فوم های PU و PIR) ایجاد می شود. تشکیل زنجیره قبل از واکنش اتصال متقابل انجام می شود که در نهایت با تکمیل پخت، تمام تحرک دوقطبی متوقف میشوند.
سنسور پلاریزاسیون دی الکتریک (CMD) روی صفحه فشار FPM قرار دارد (شکل3). به دلیل افزایش فشار، فوم بر روی سطح CMD فشرده می شود. پلاریزاسیون دی الکتریک تشکیل مواد واسطه مانند آمین و پخت نهایی فوم را با کاهش به سیگنال کم و ثابت پس از تکمیل واکنش شیمیایی نشان می دهد.
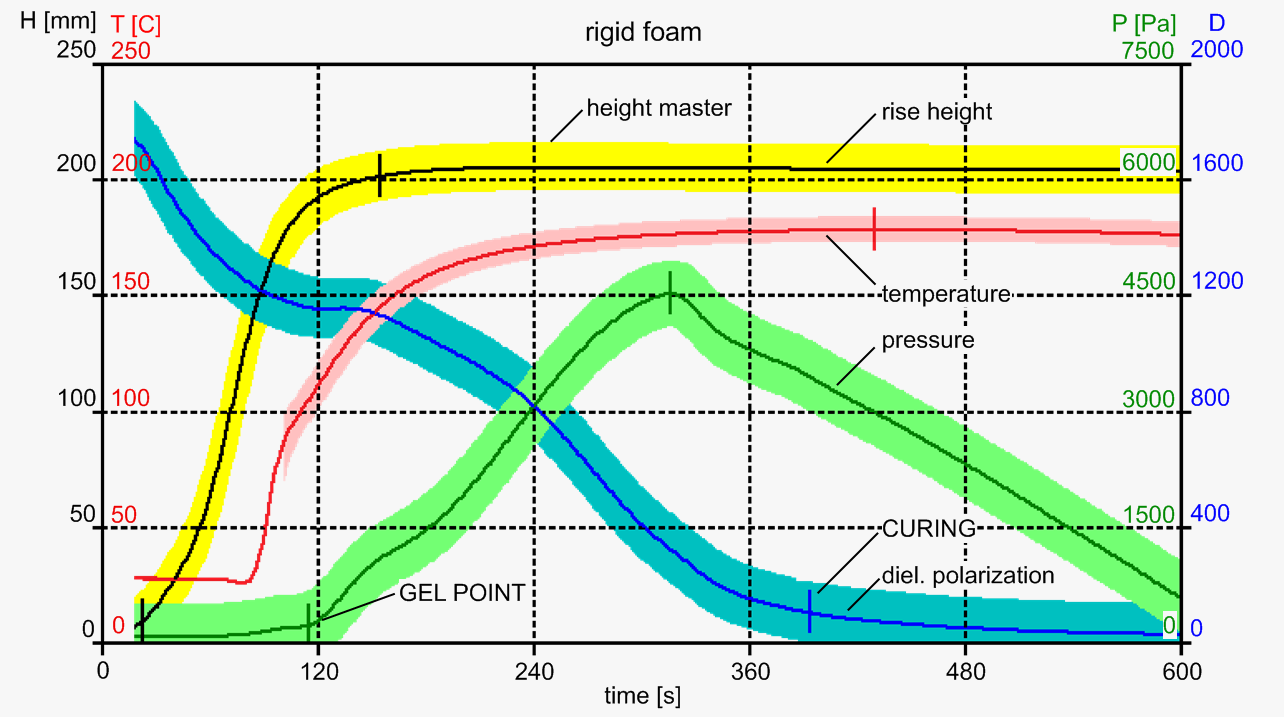
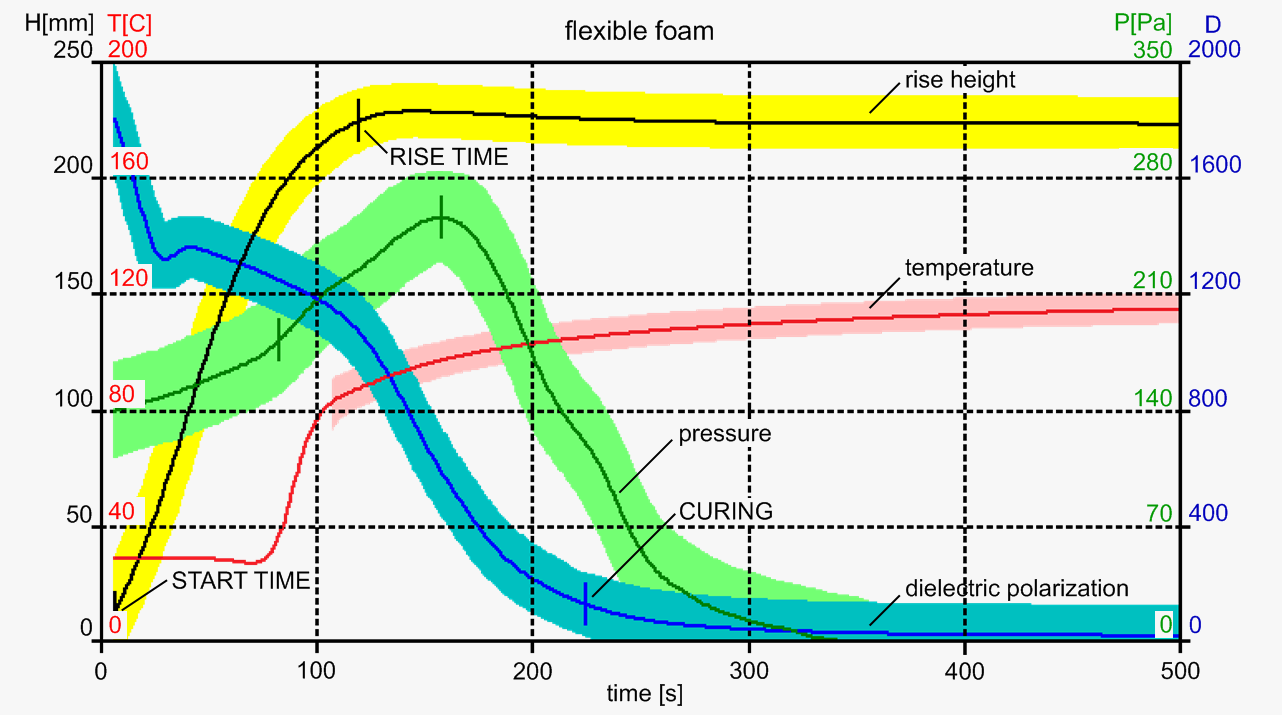
نمونه گراف دو نوع فوم پلی یورتان سخت و نرم در نمودار 1 و 2 آورده شده است. در نمودارهای زیرگراف های هایلایت بیانگر پهنای باند مرجع می باشند که در صورتی که آزمونه ها در این پهنای باند قرار بگیرند محصول جدید تغییری در خواص اساسی خود نشان نمی دهد. مدیران کیفیت با استفاده از دستگاه Foamat میتوانند منحنیهای اصلی را برای طیف وسیعی از فرمولهای مورد استفاده مربوطه استخراج و پهنای باند مرجع را مشخص نمایند.
در نمودار 1 زمان ژل شدن ، زمان ماند قطعه در قالب ، حداکثر دمای ایجاد شده طی واکنش و حداکثر انبساط نمونه را با مرجع مقایسه کرده است. در رابطه با فوم نرم نیز در نمودار2 مقایسات مشابه در رابطه با حداکثر زمان رشد ، میزان نشست (Collapse) نمونه پس از اتمام زمان رشد، حداکثر فشار و دما و زمان افت فشار که بیانگر زمان ماند قطعه در قالب می باشد
مراجع:
- Meeting product quality demands by monitoring PU foam formation: Bernd H. W. Hofmann
- Hagen-Poiseuille Equation: Essential Guide for Fluid DynamicsBy Charlie Young, P.E.
در ستون و سطرآنچنان که لازم است، و برای شرایط فعلی تکنولوژی مورد نیاز، و کاربردهای متنوع با هدف بهبود ابزارهای کاربردی می باشد.



